Chemical Industry
Engineered solutions for complex chemical processing.
Designed to handle corrosive, high-temperature, and high-pressure environments, our solutions support safe and efficient chemical processing. They help maintain process stability, ensure compliance with safety standards, and improve overall plant performance.

Chemical Industry Applications
Serving a wide range of industries with advanced solutions designed for efficiency, precision, and operational excellence
Product
Delivering reliable, durable, and innovative solutions across every product line.














Article & Blogs
Explore insights, innovations, and success stories shaping the future of industries with Mfintube.

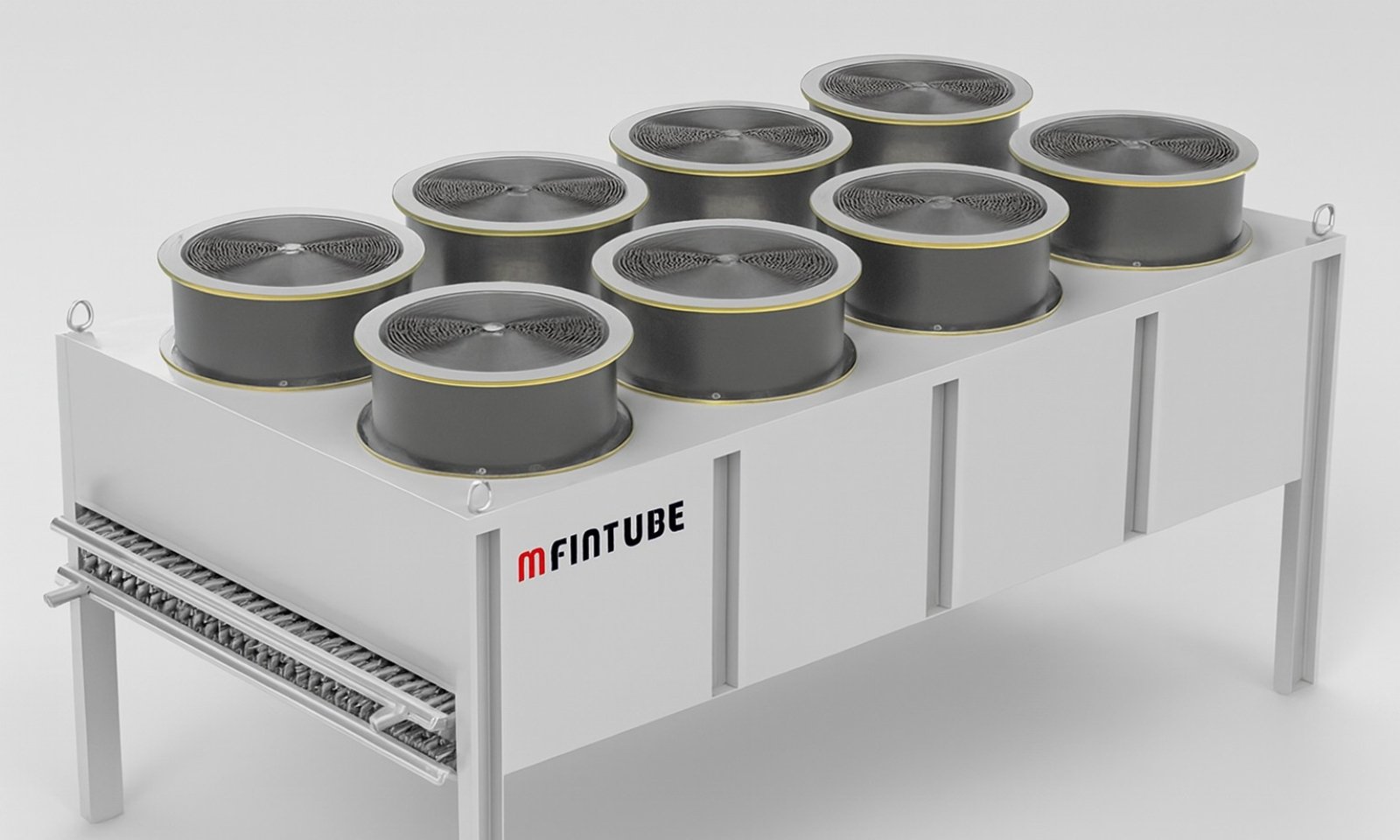
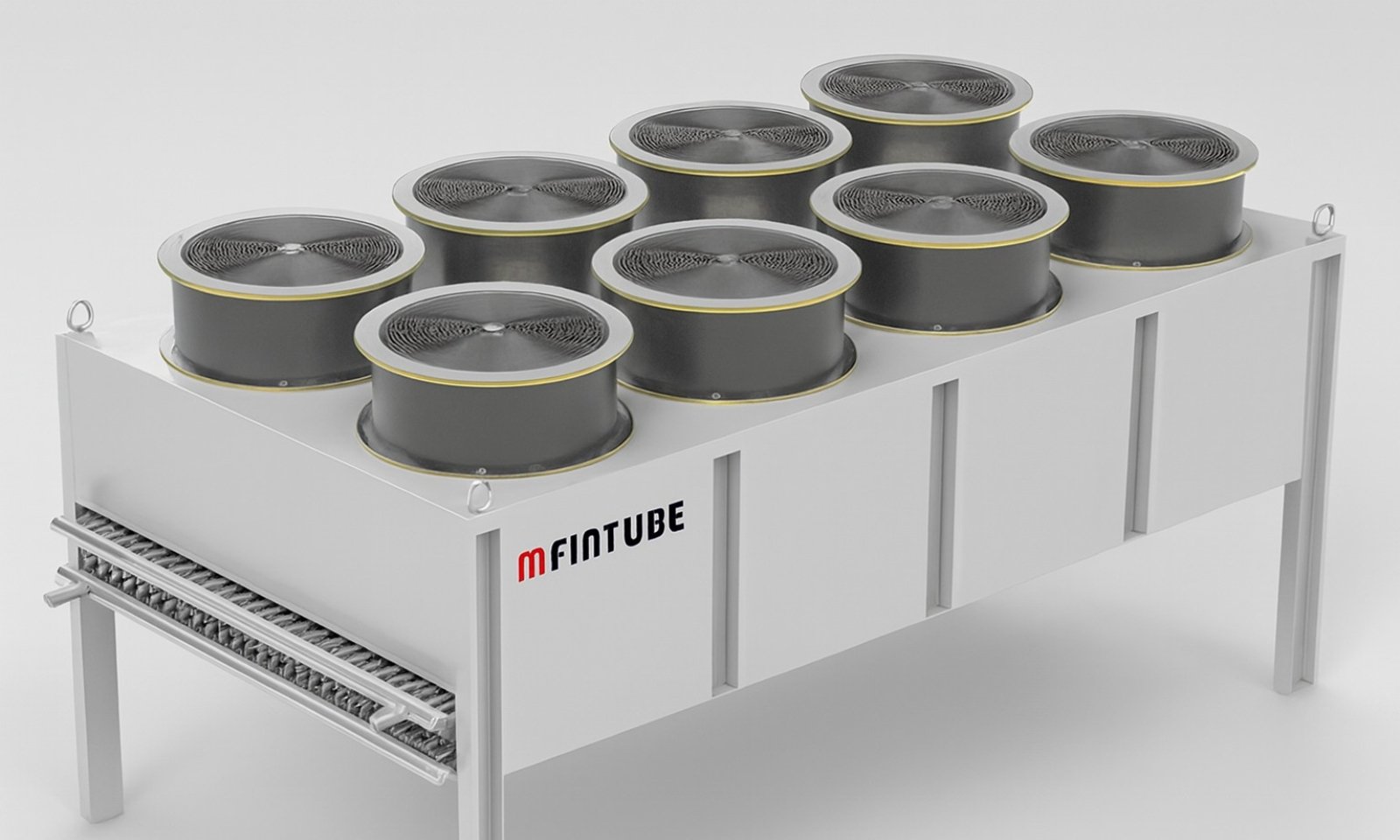
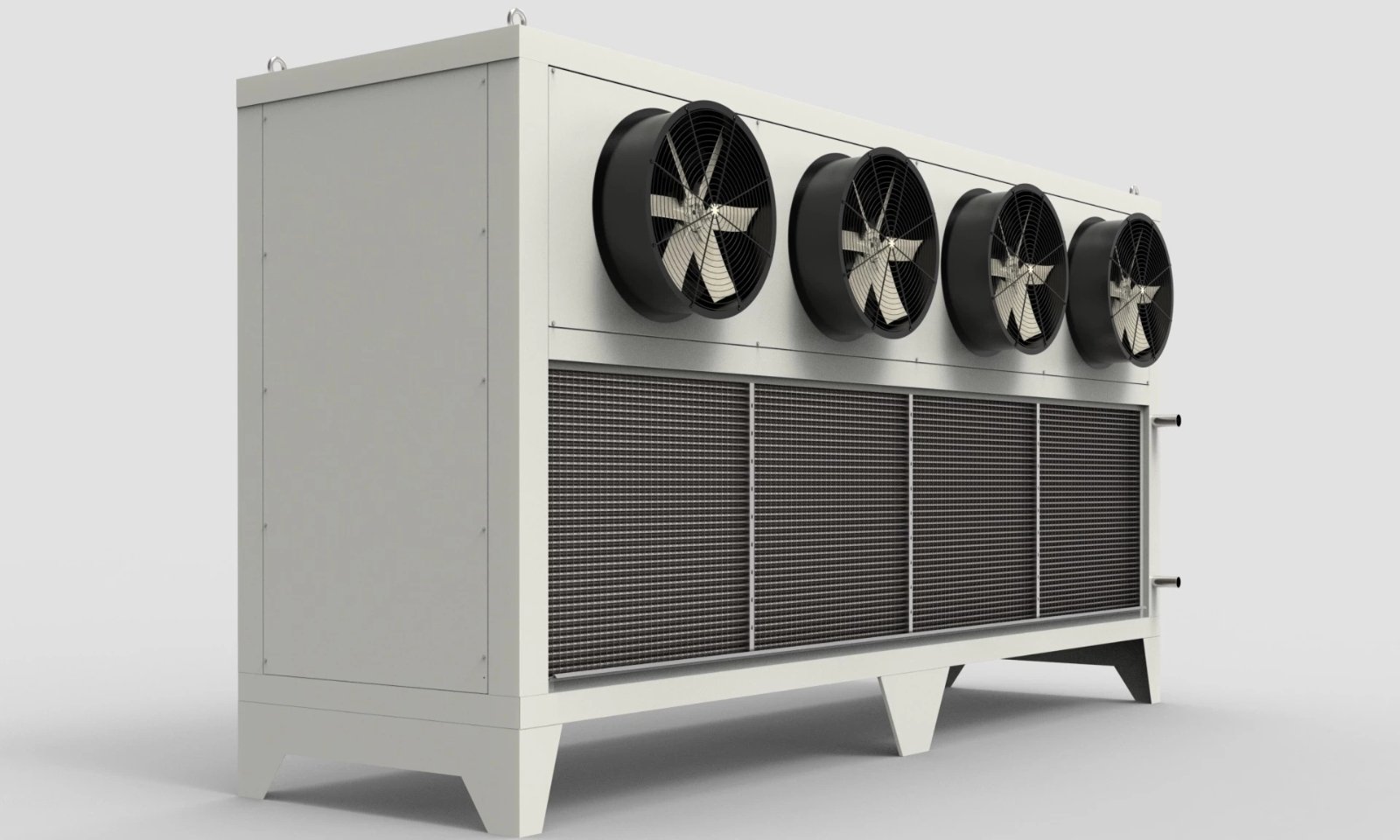
A dry cooler for industrial use is equipment designed to take heat out of industrial processes and l...

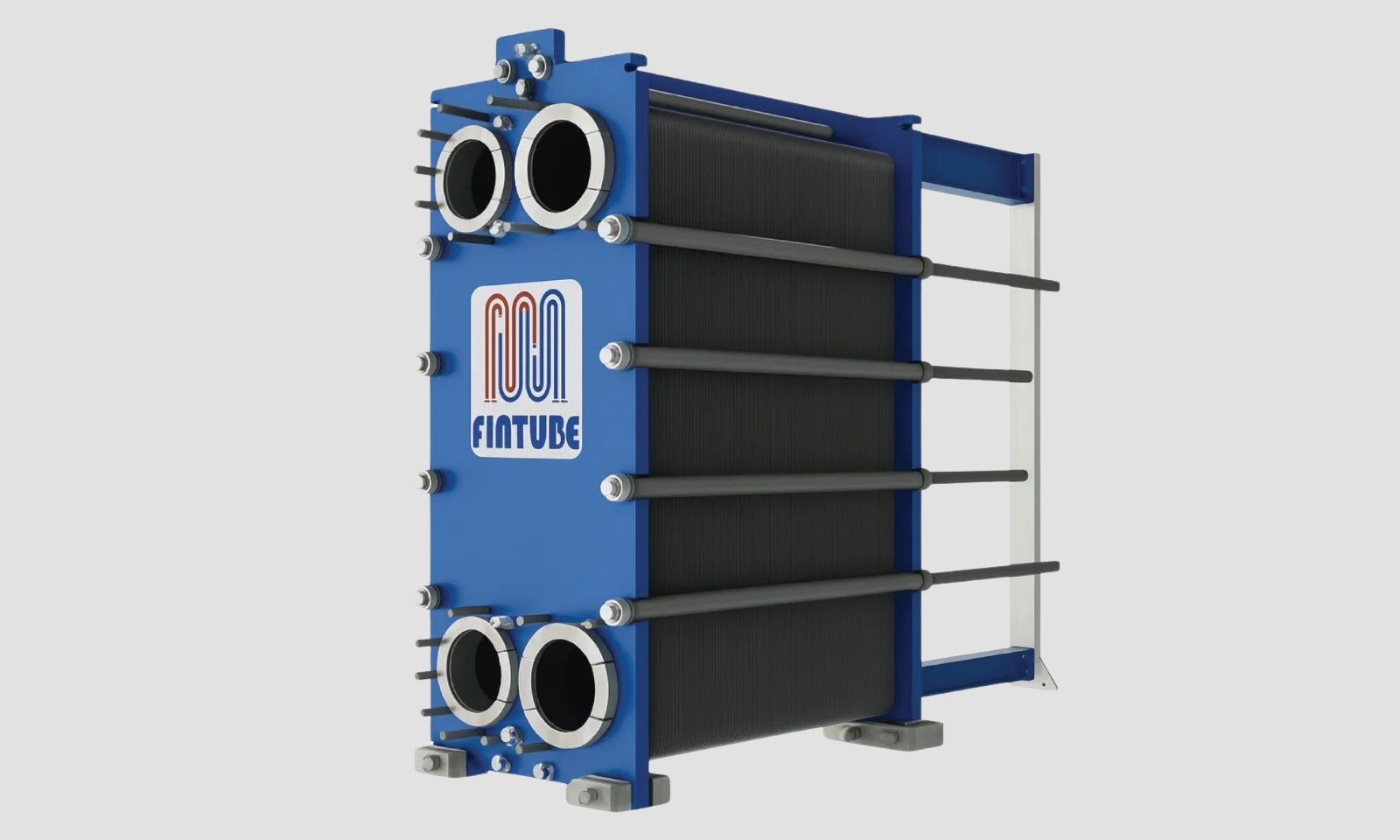
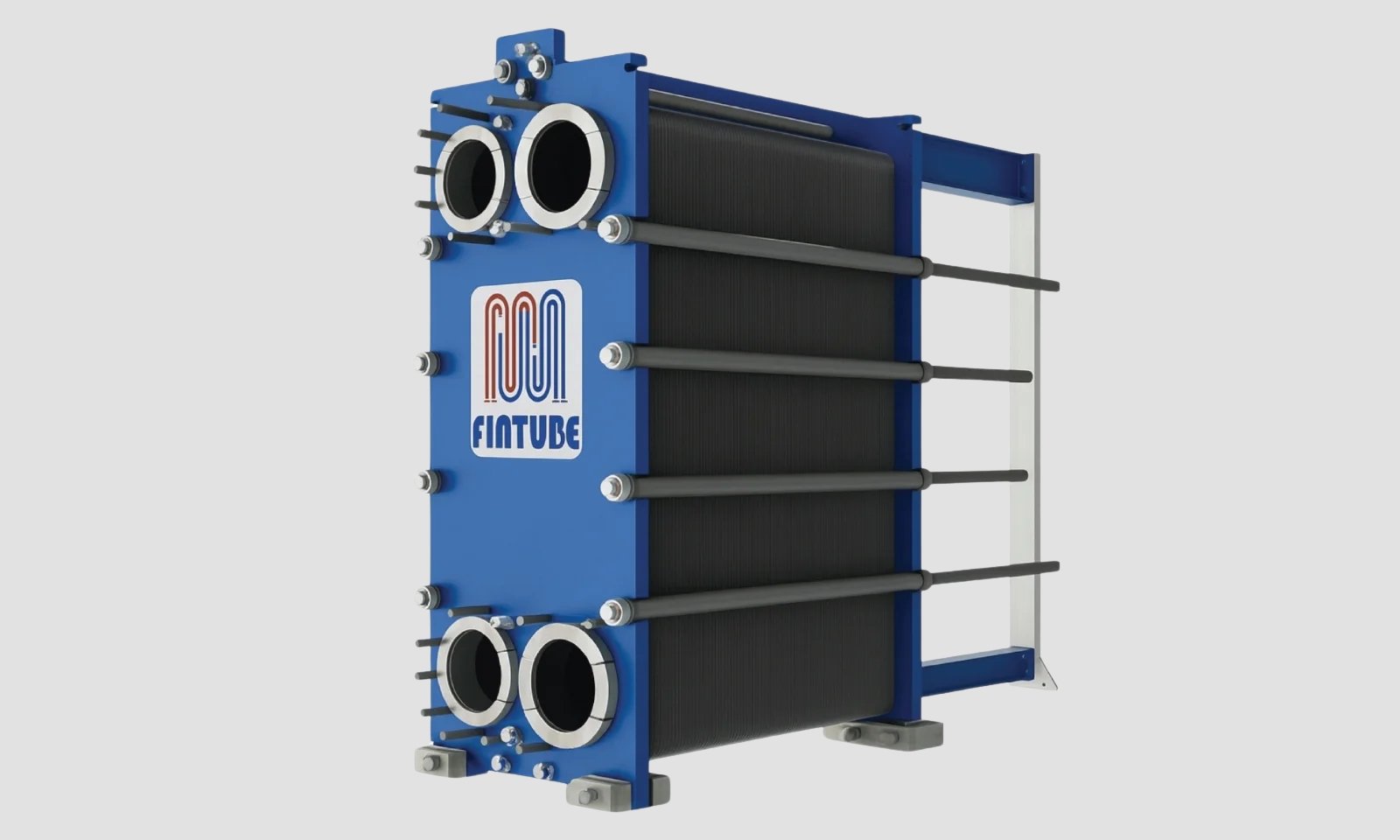
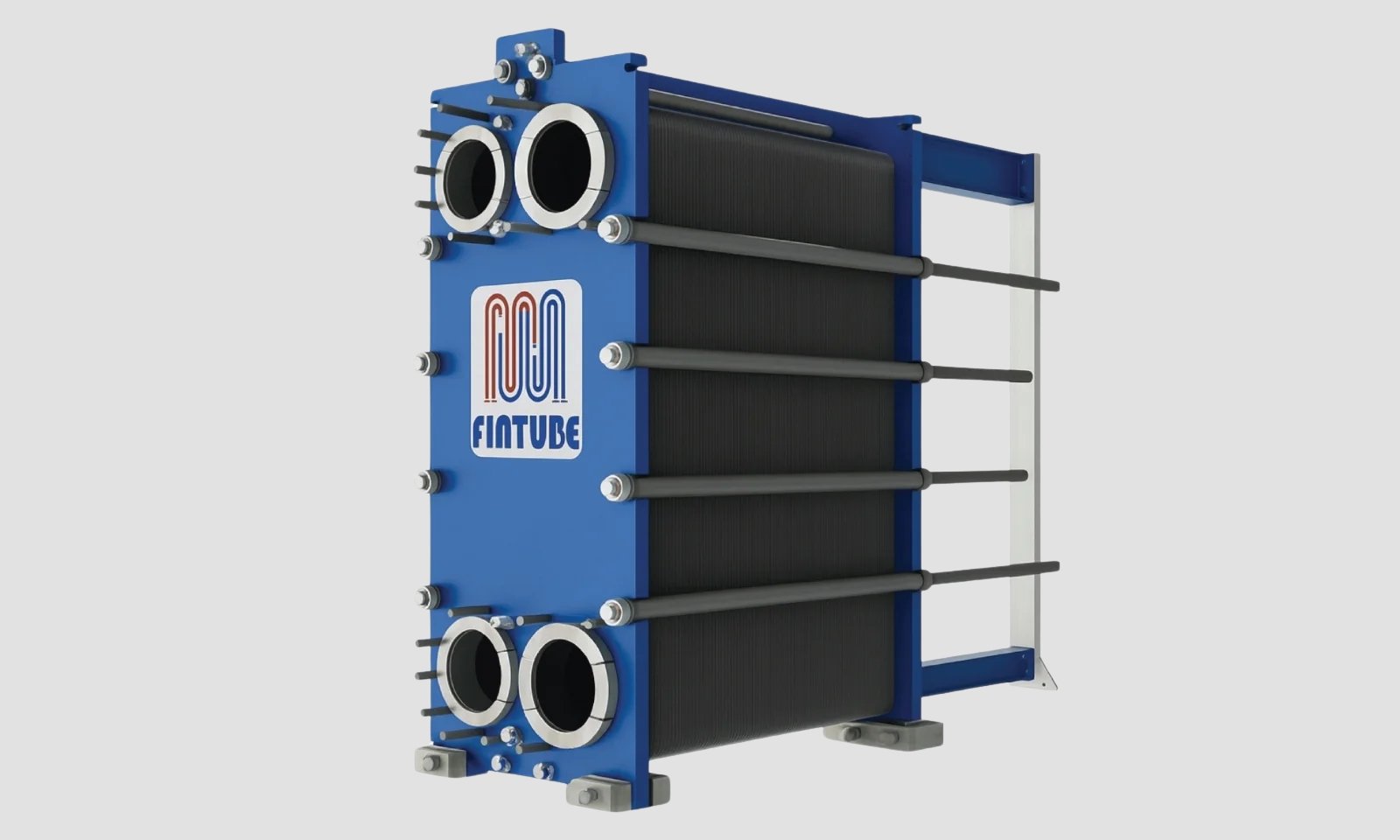
A heat exchanger is a mechanical device that transfers heat from one fluid to another without mixing...

Process refrigeration equipment in India refers to specialized cooling systems designed to remove he...

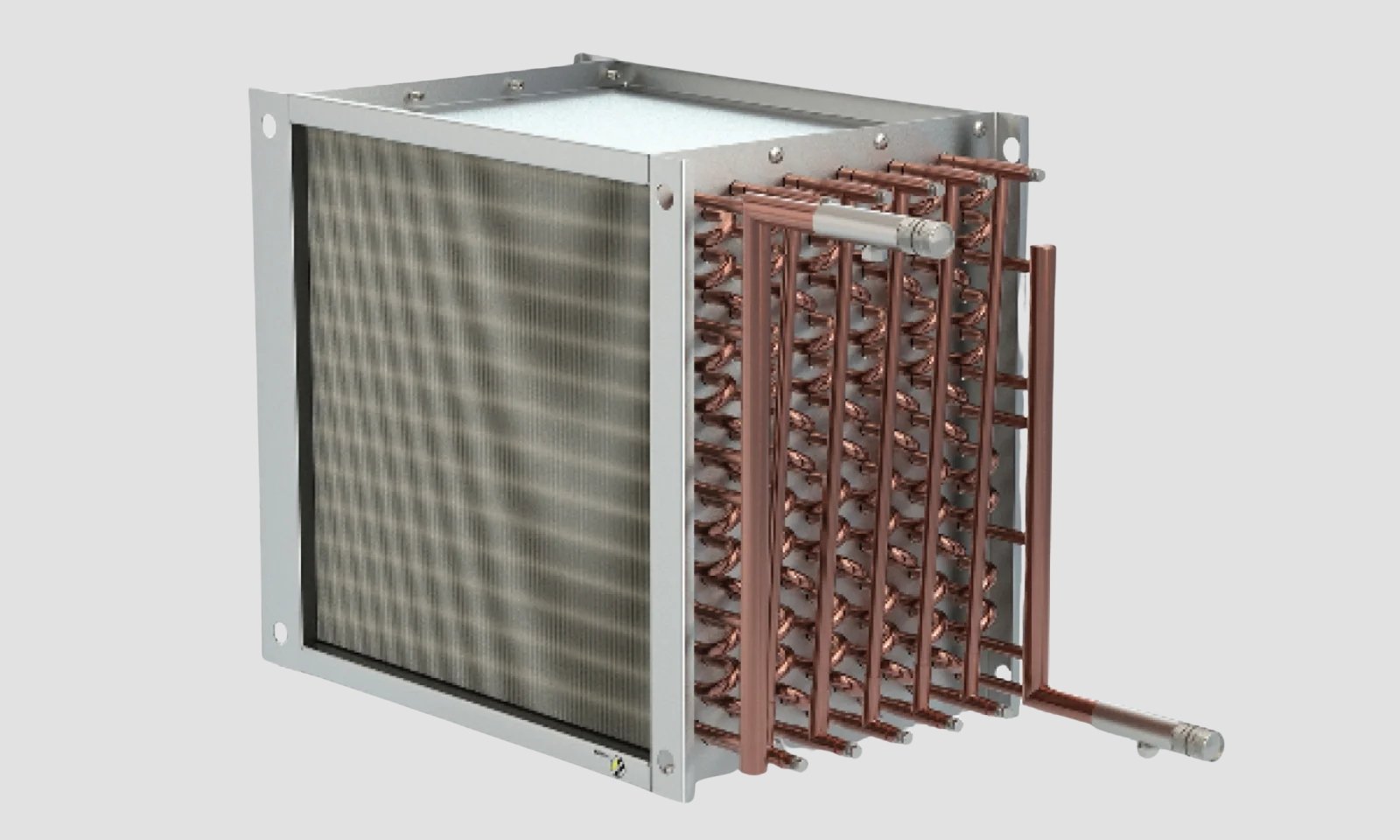
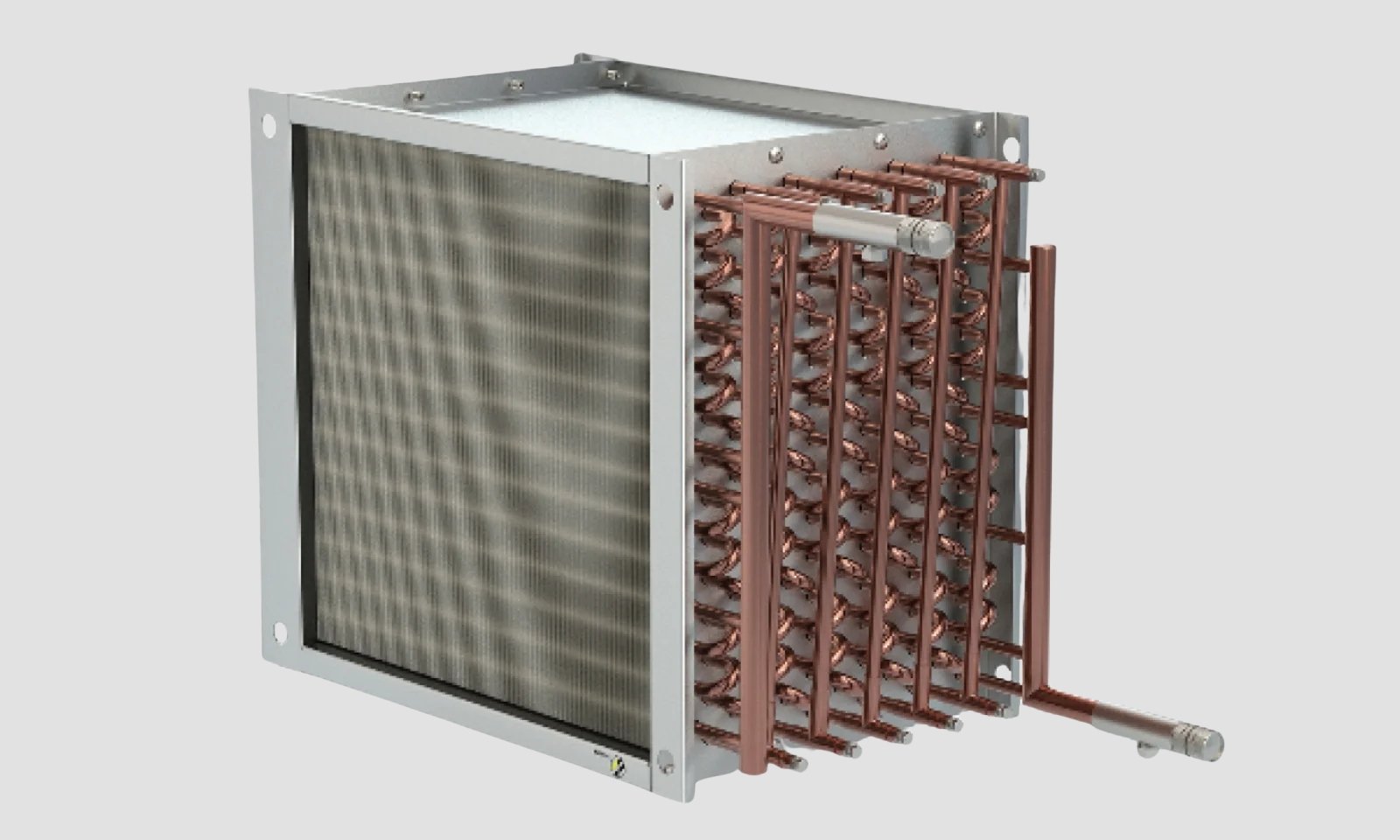
A high performance refrigeration coil in India is a heat exchanger specifically designed to transfer...

Dry coolers are devices that block heat and use the air around them to chill fluids, removing the ne...
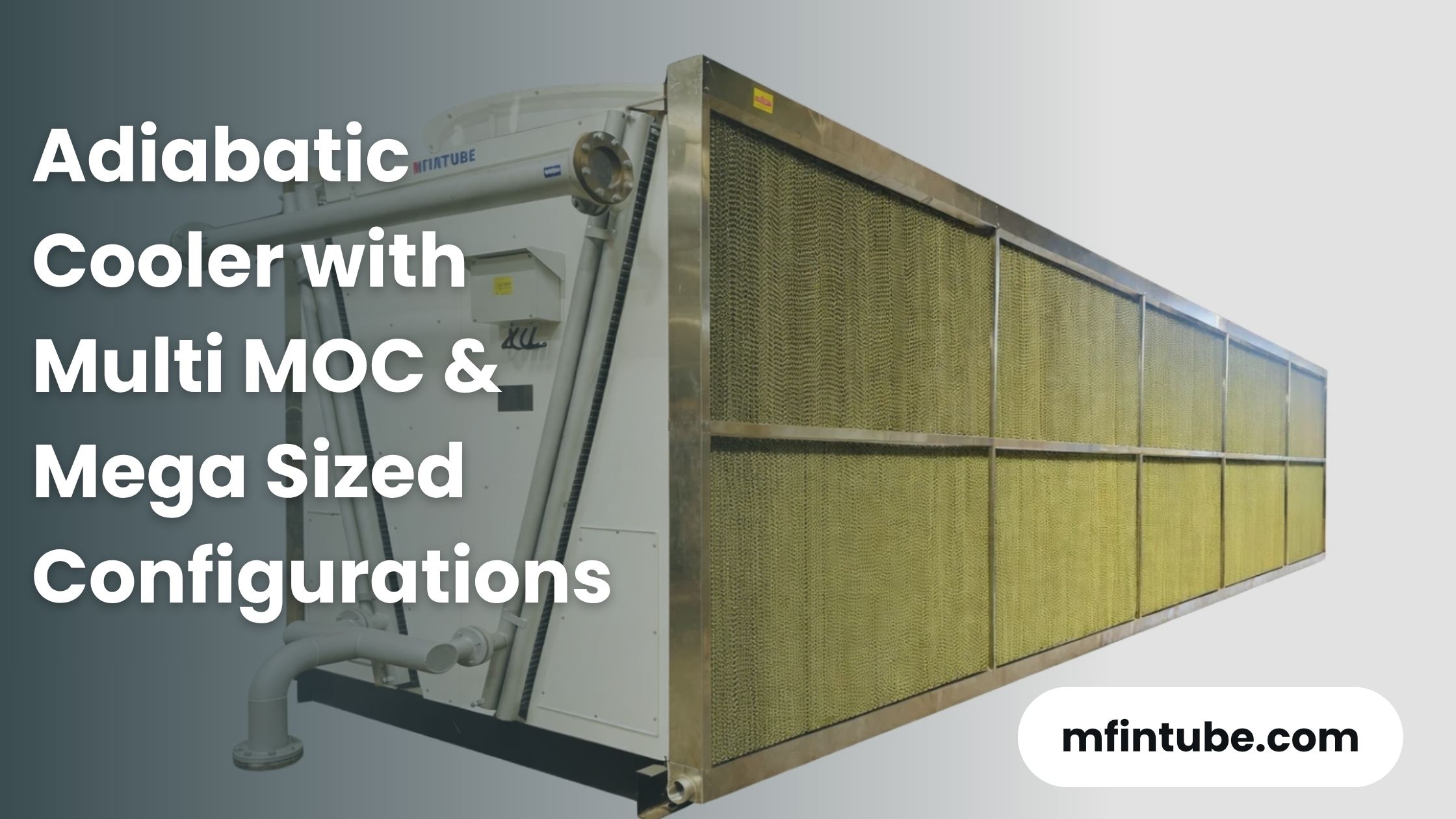
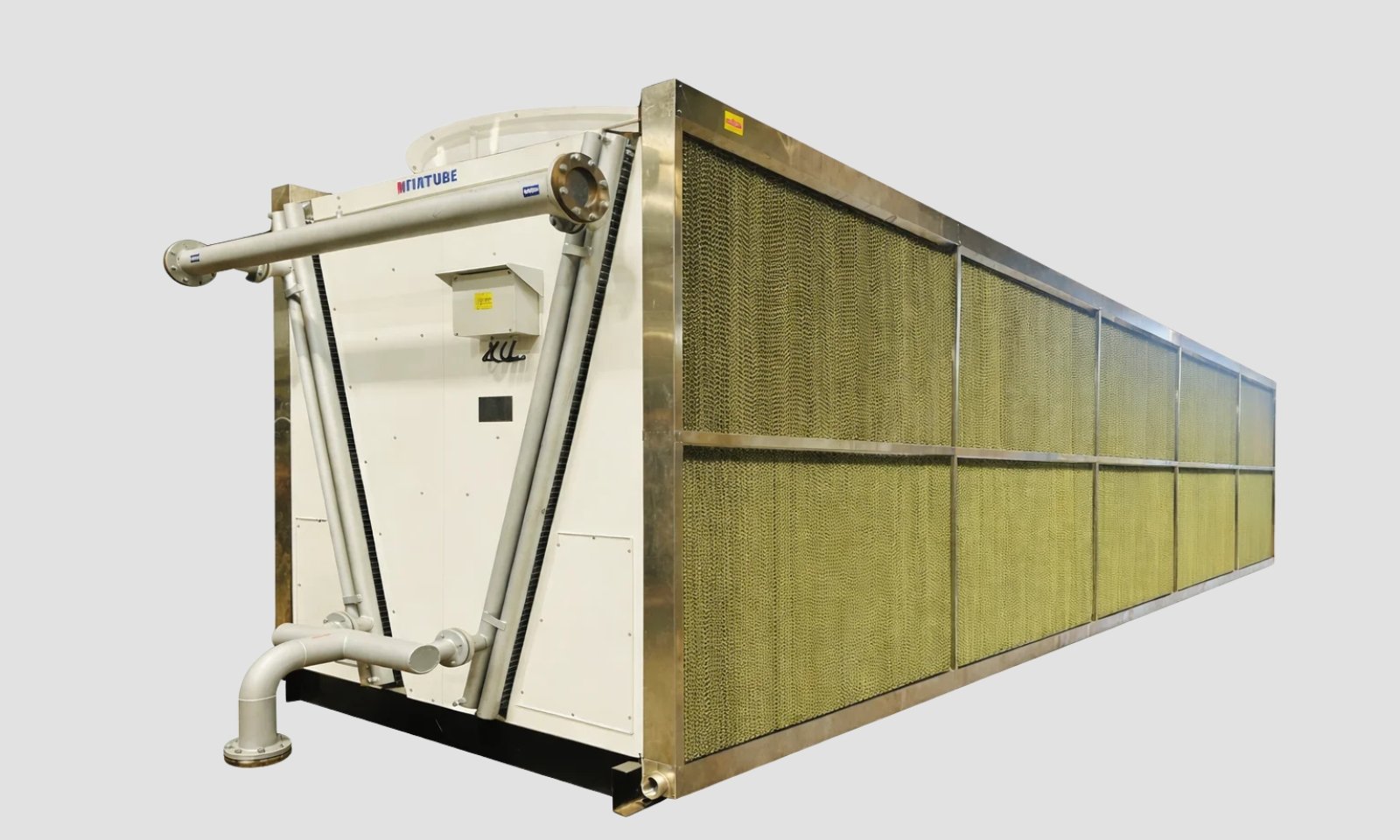
The rising demand for energy-efficient and eco-friendly cooling solutions has led to an adiabatic co...

Mfintube Limited delivers efficient, reliable Ammonia condensers designed for demanding industrial r...

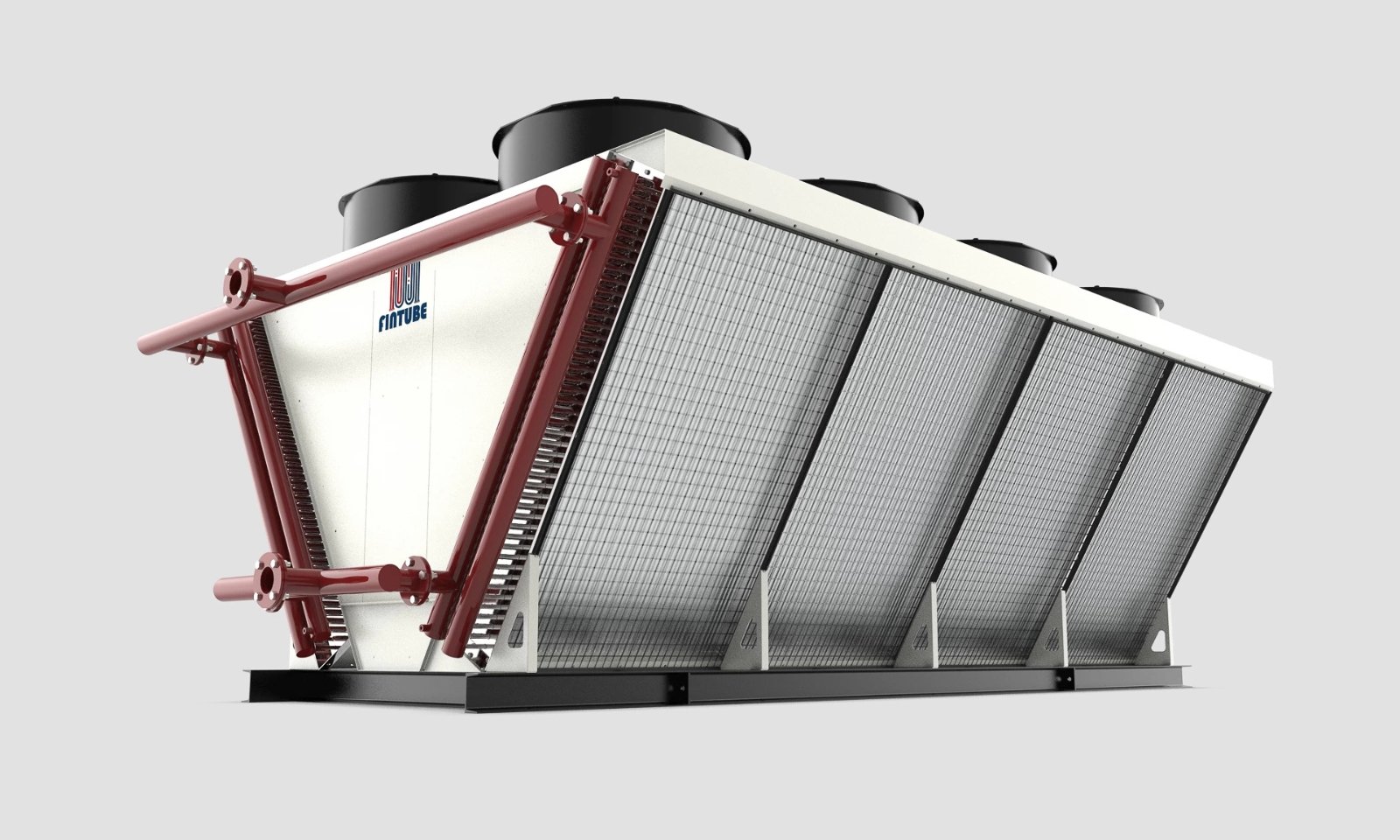
A dry & adiabatic cooler with an AL-MG fin option is constructed by using alloys of aluminum and mag...

Choosing to buy cooling coils online India offers several advantages for industrial buyers and procu...

Fine tube heating cooling coils in India are specifically designed heat exchangers that make use of...

The cooling and heating coils are made for the transfer of heat fluid and air, generally steam, wate...

Professional HVAC service companies in India offer a range of services for maintaining coils and eff...

A low maintenance cooling heating coil in India is designed to facilitate efficient heat exchange be...
Installation
Our expert installation services ensure precise setup and seamless integration, guaranteeing optimal performance, safety, and long-term reliability from day one.