

Our vision is to drive innovation through engineering that creates lasting impact.
Innovation-Driven
Leveraging advanced technology for sustainable progress.
Inclusive Design
Solutions that serve diverse industries and communities.
Eco-Conscious Engineering
Minimizing environmental impact across every product lifecycle.
Talk to our Experts
Free Consultancy
Why choose us
Welcome to MFINTUBE, your trusted partner in heat transfer technology.
-
Customized Design
Advanced software delivers precision coil designs optimized for efficiency and minimal pressure drop.
-
Reduced Lead Time
Advanced technology and skilled expertise ensure faster lead times without compromising quality
-
Quality Assurance
Trusted globally by leading genset, refrigeration, and industrial equipment manufacturers.
-
Premium Materials
Our products are crafted to exceed expectations in durability, efficiency, and environmental impact.
20years
of experience in crafting top-quality fintube heat exchangers.


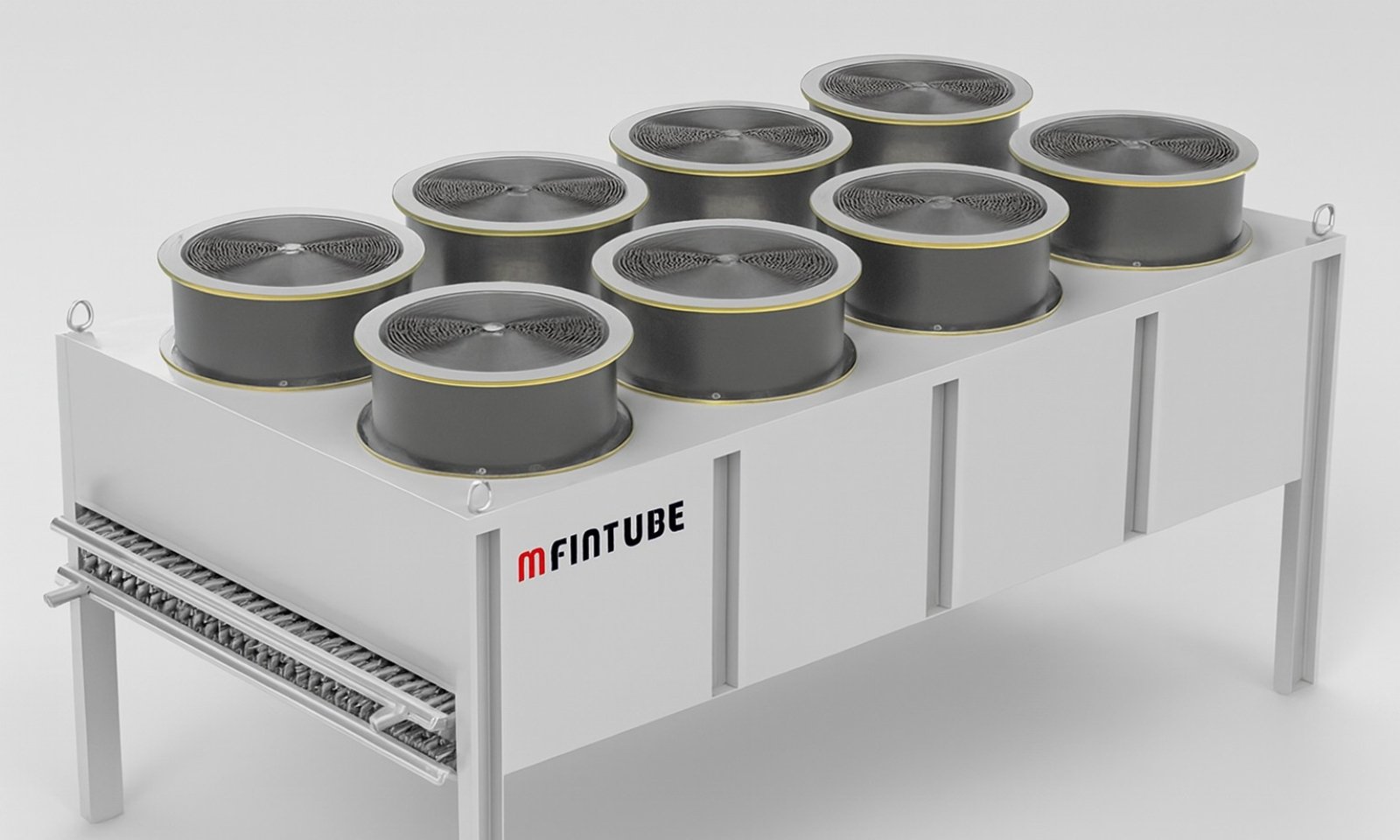
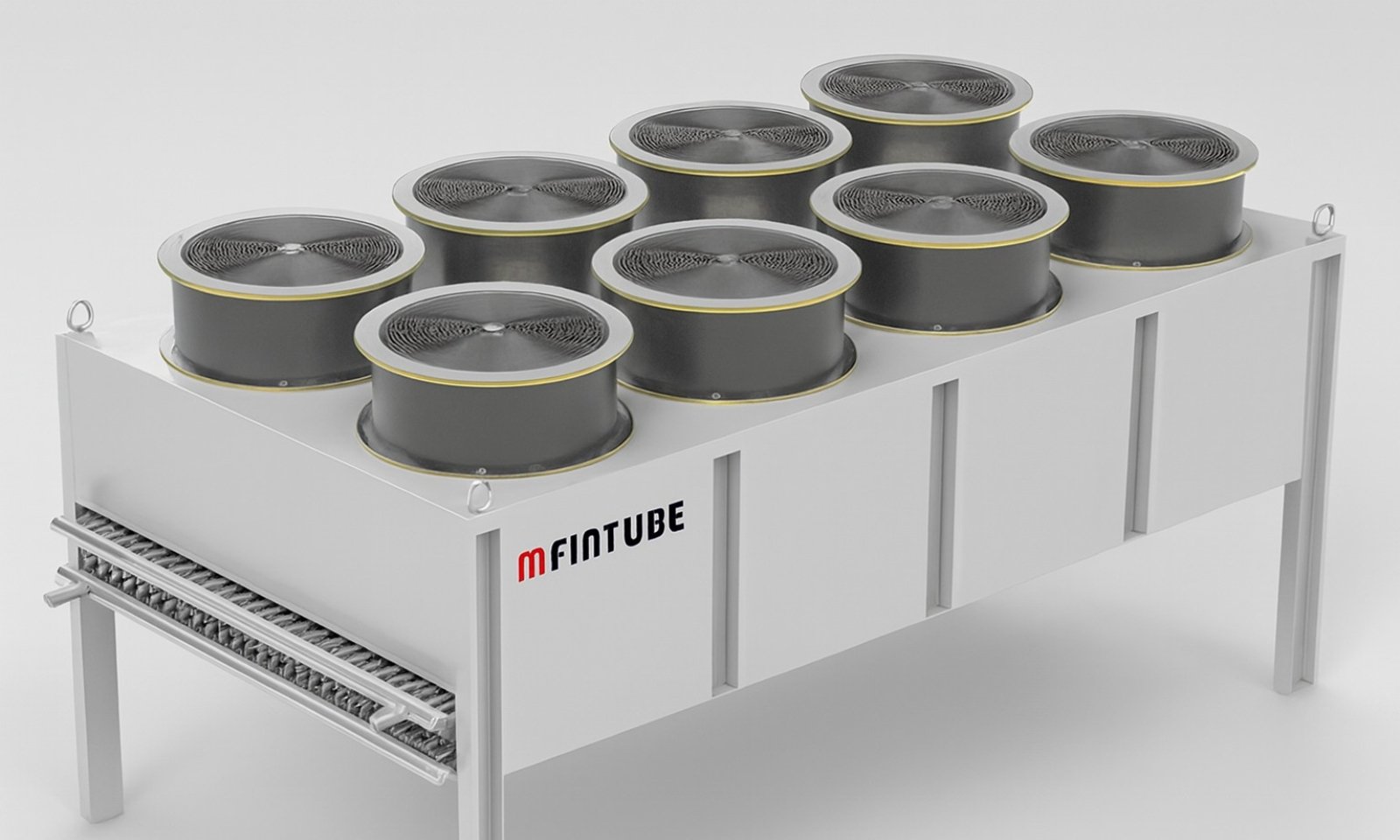
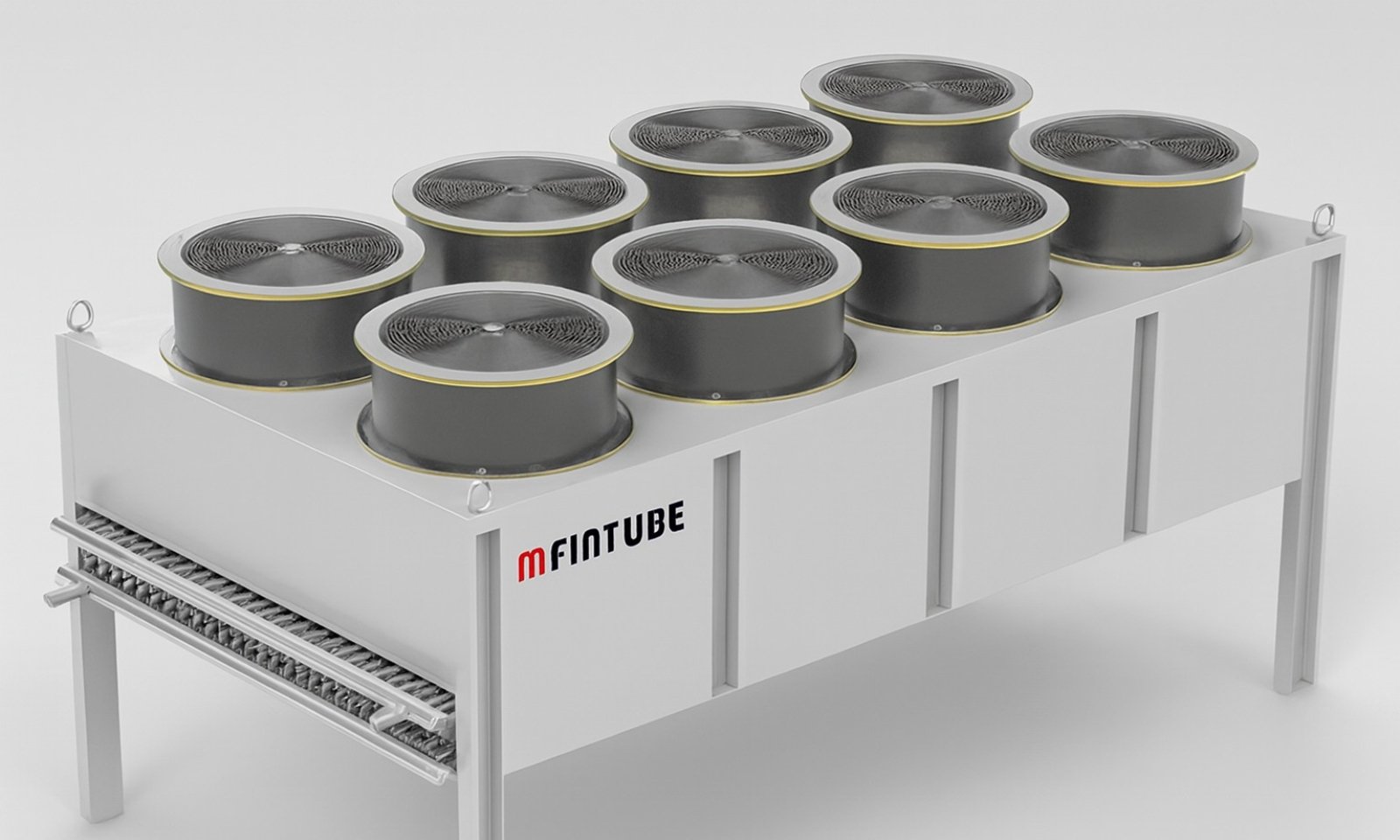
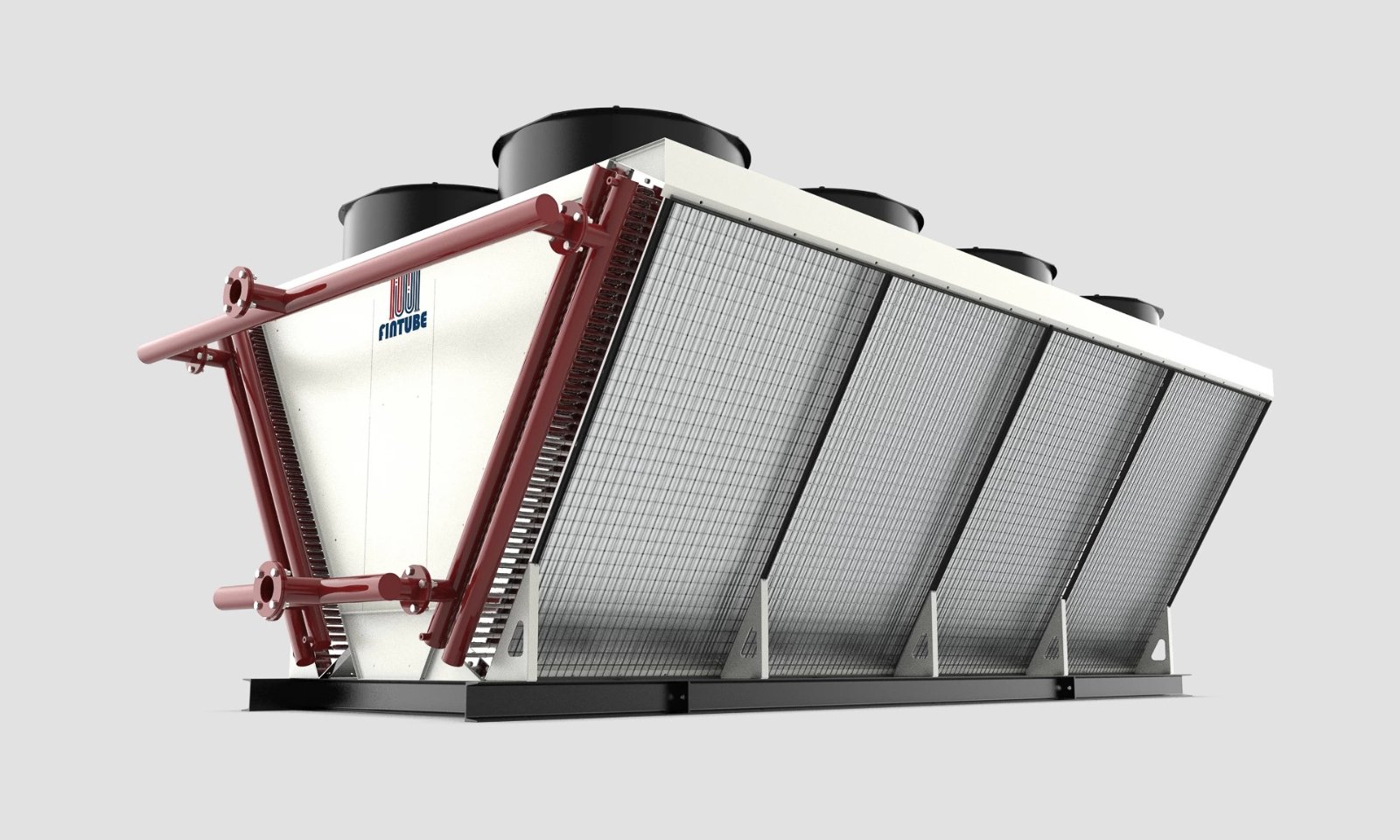
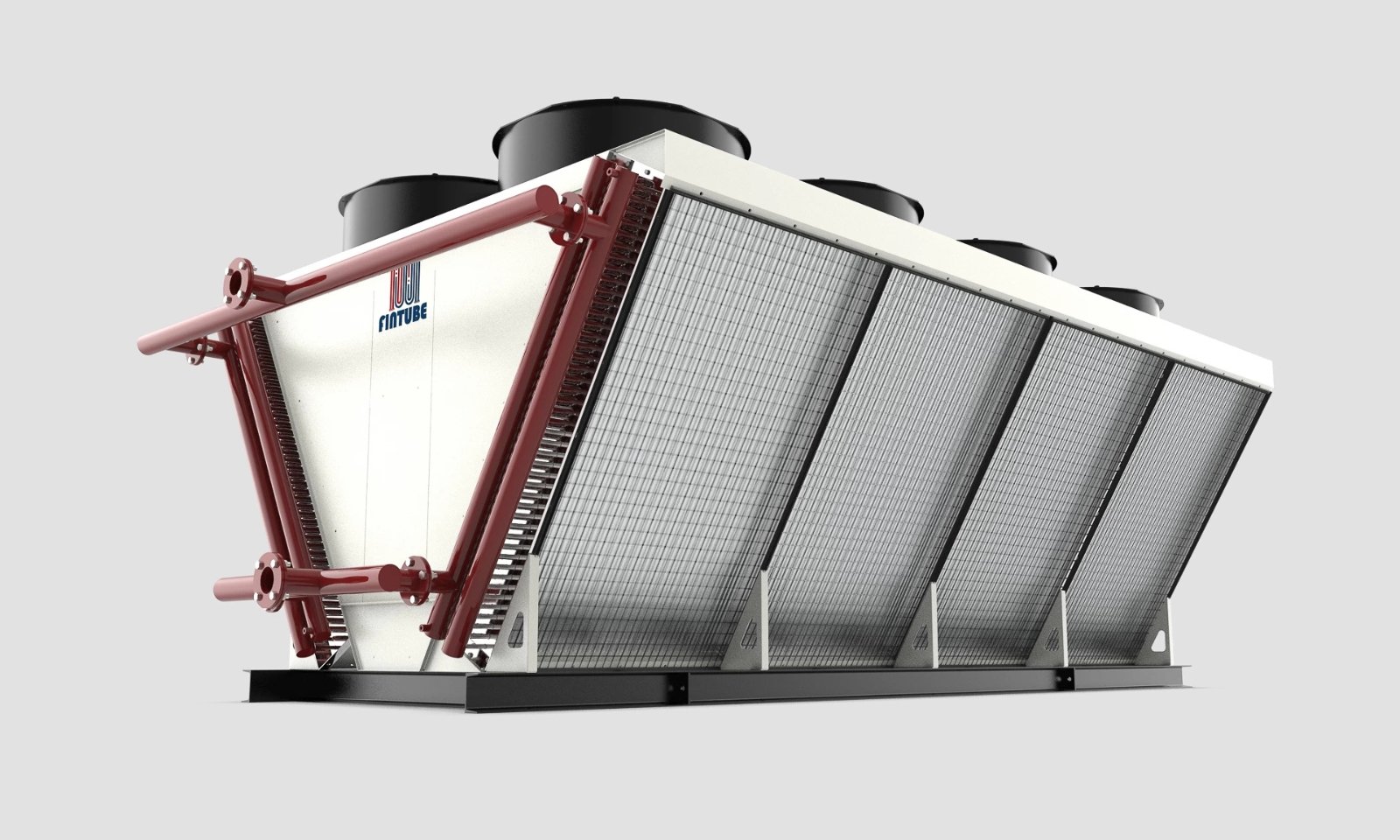
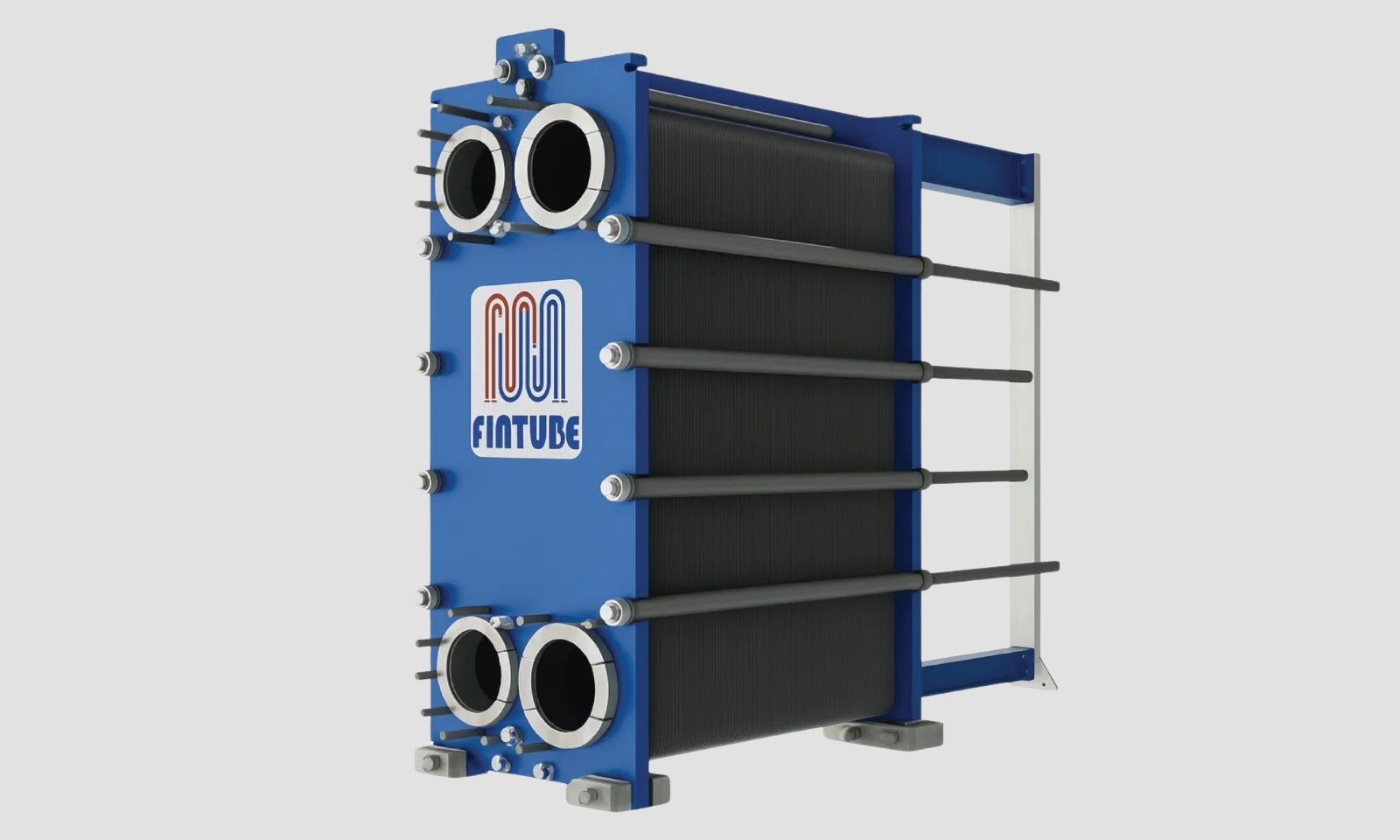
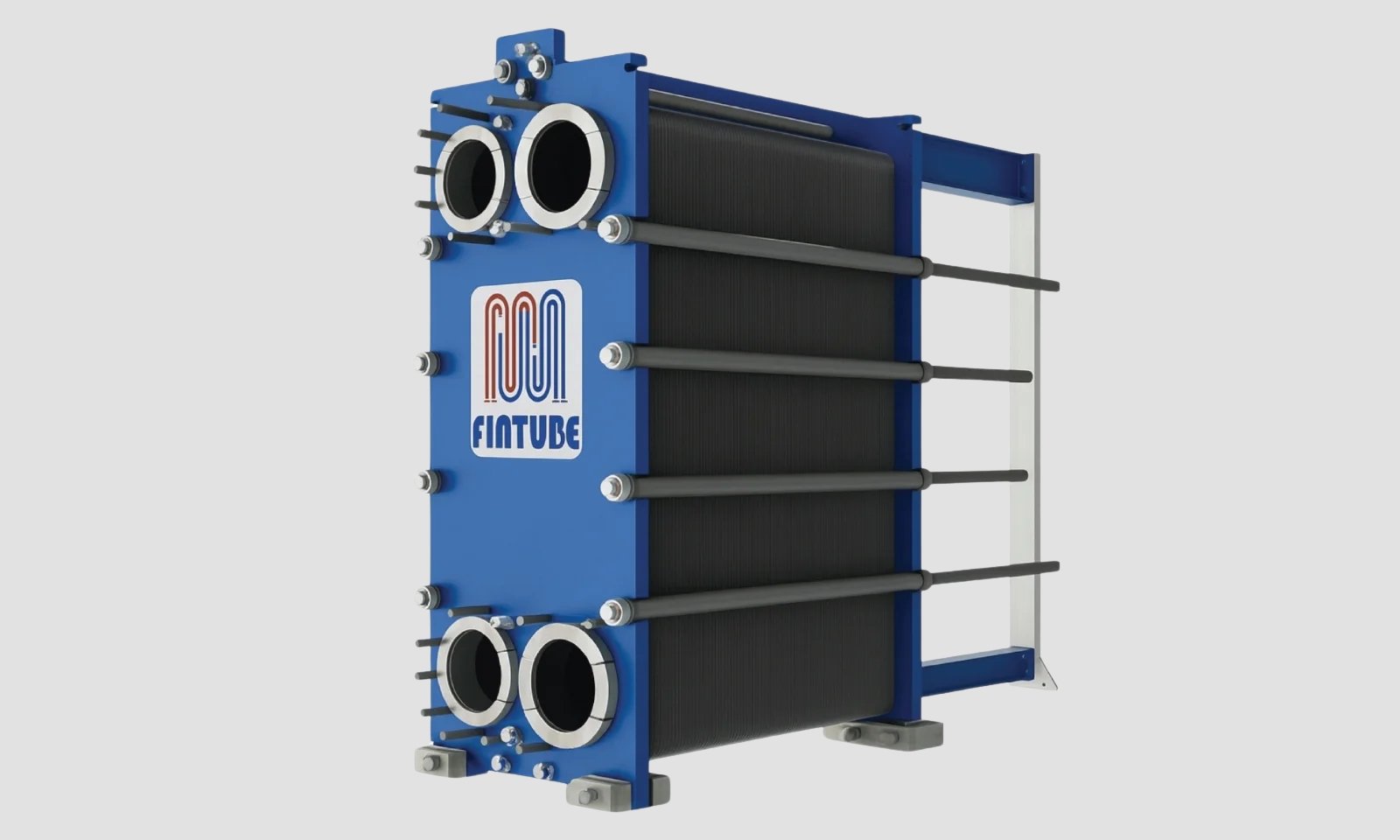
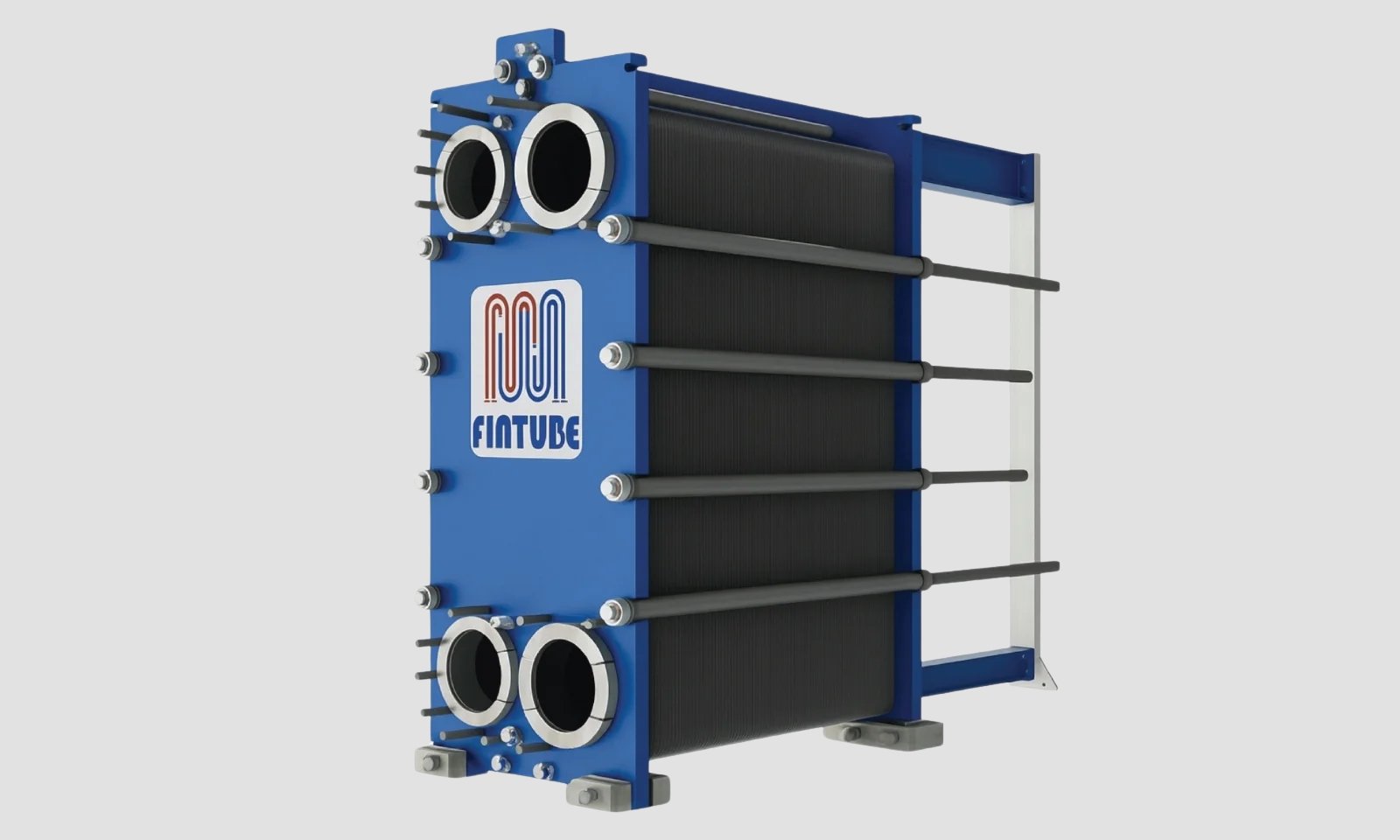
Our Offering
Our product range is designed using advanced technology and expert craftsmanship to ensure efficiency, durability, and consistent performance.


















Sector Presence
Our expertise spans multiple sectors, providing customized solutions that enhance operational performance and energy efficiency.

















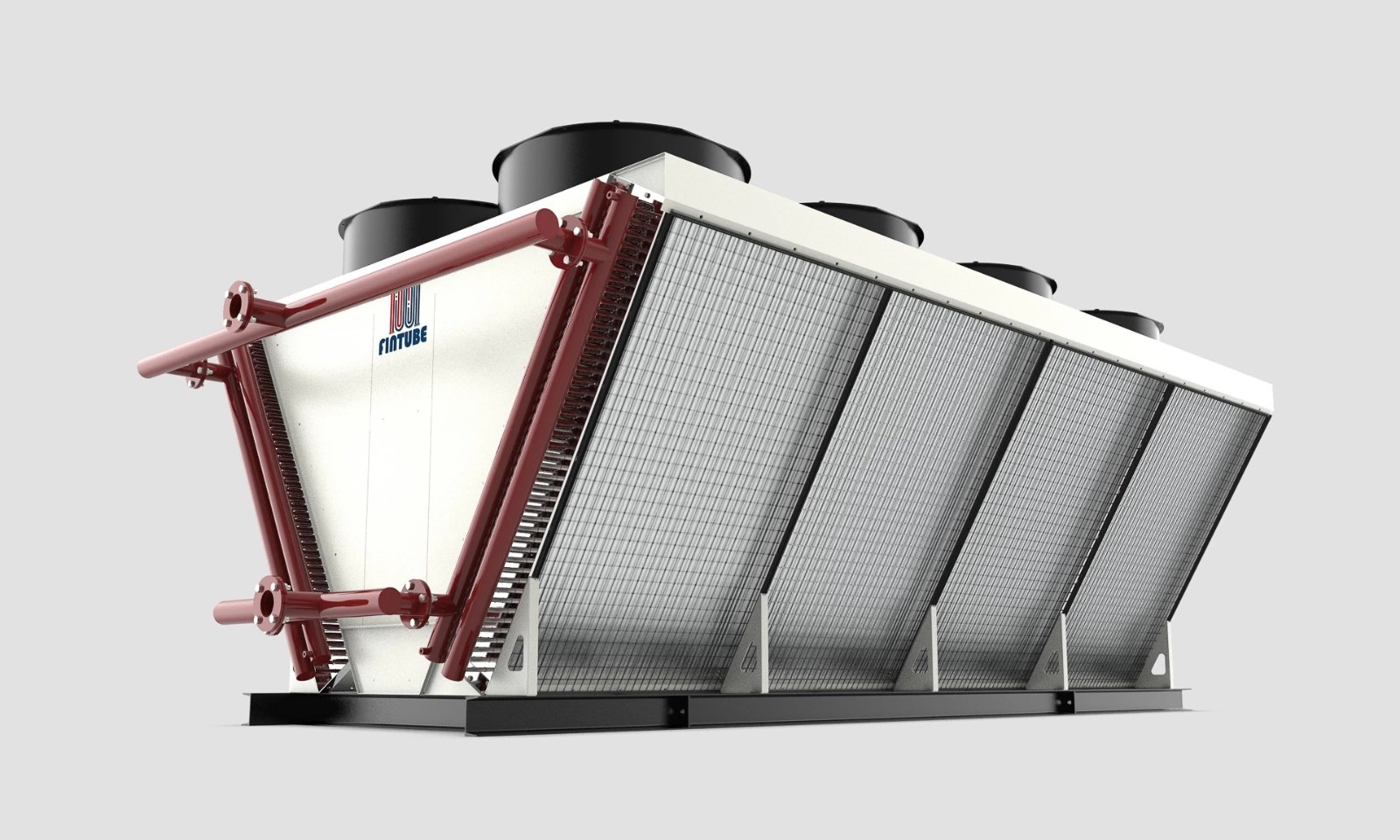
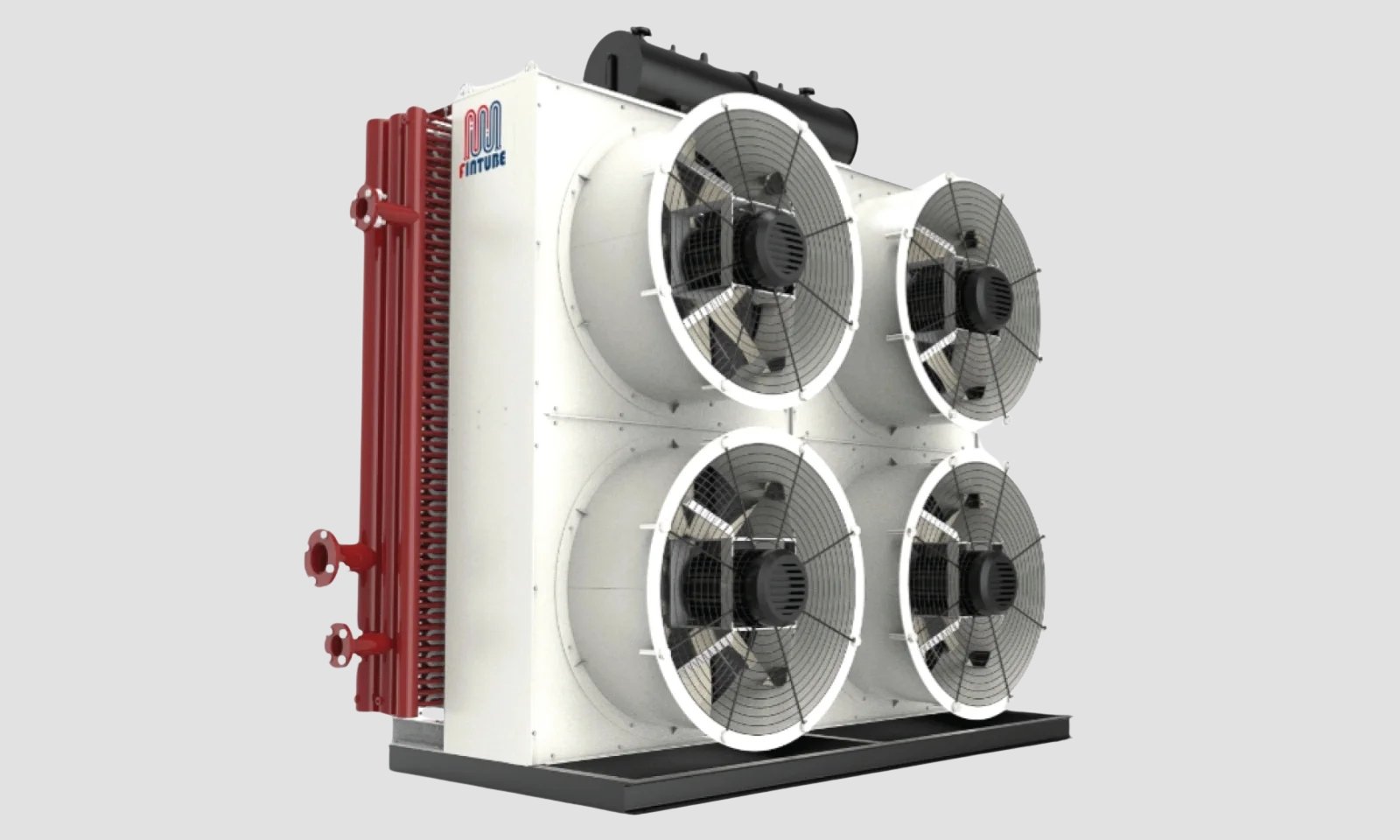
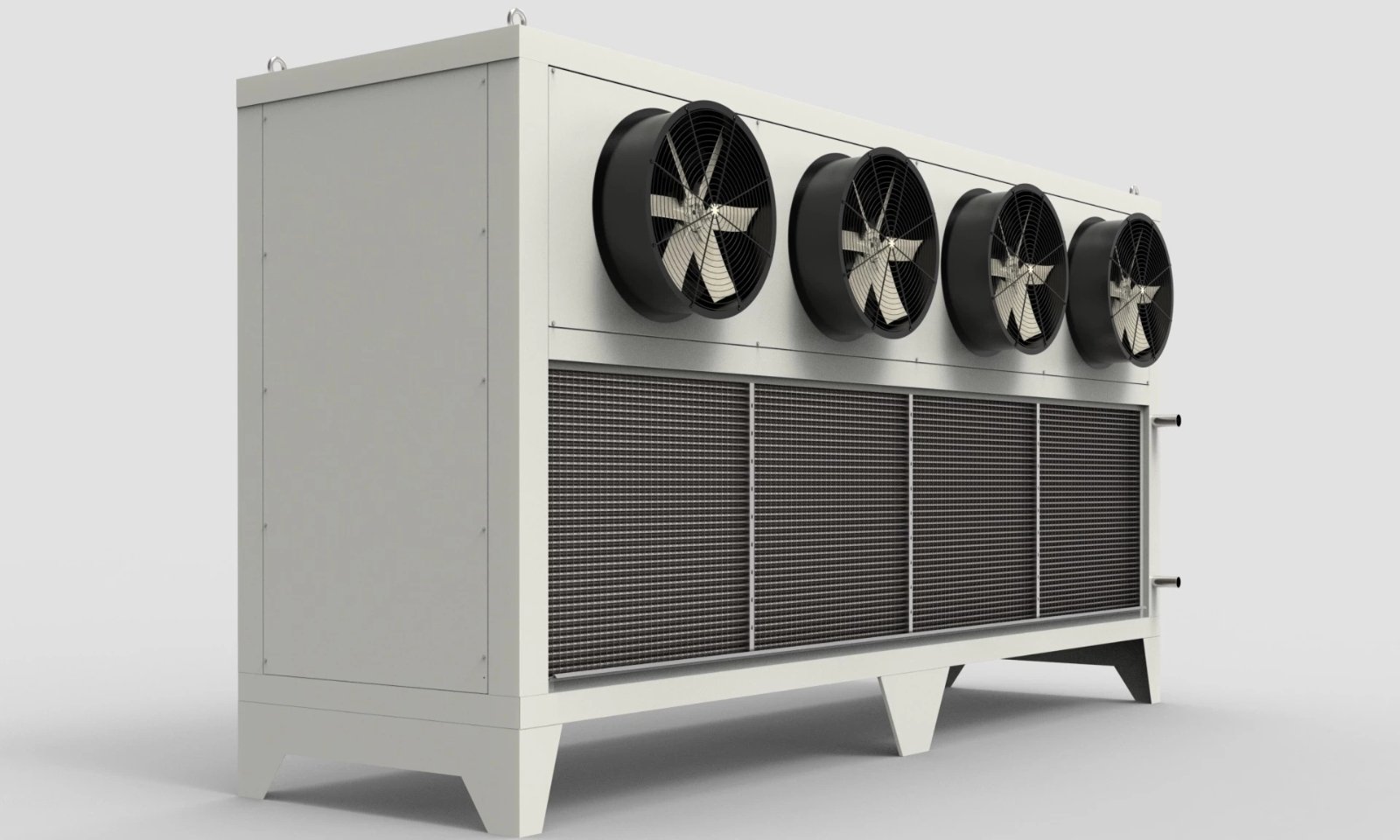
Product Categories
Engineered to meet the needs of diverse industries and operating conditions.
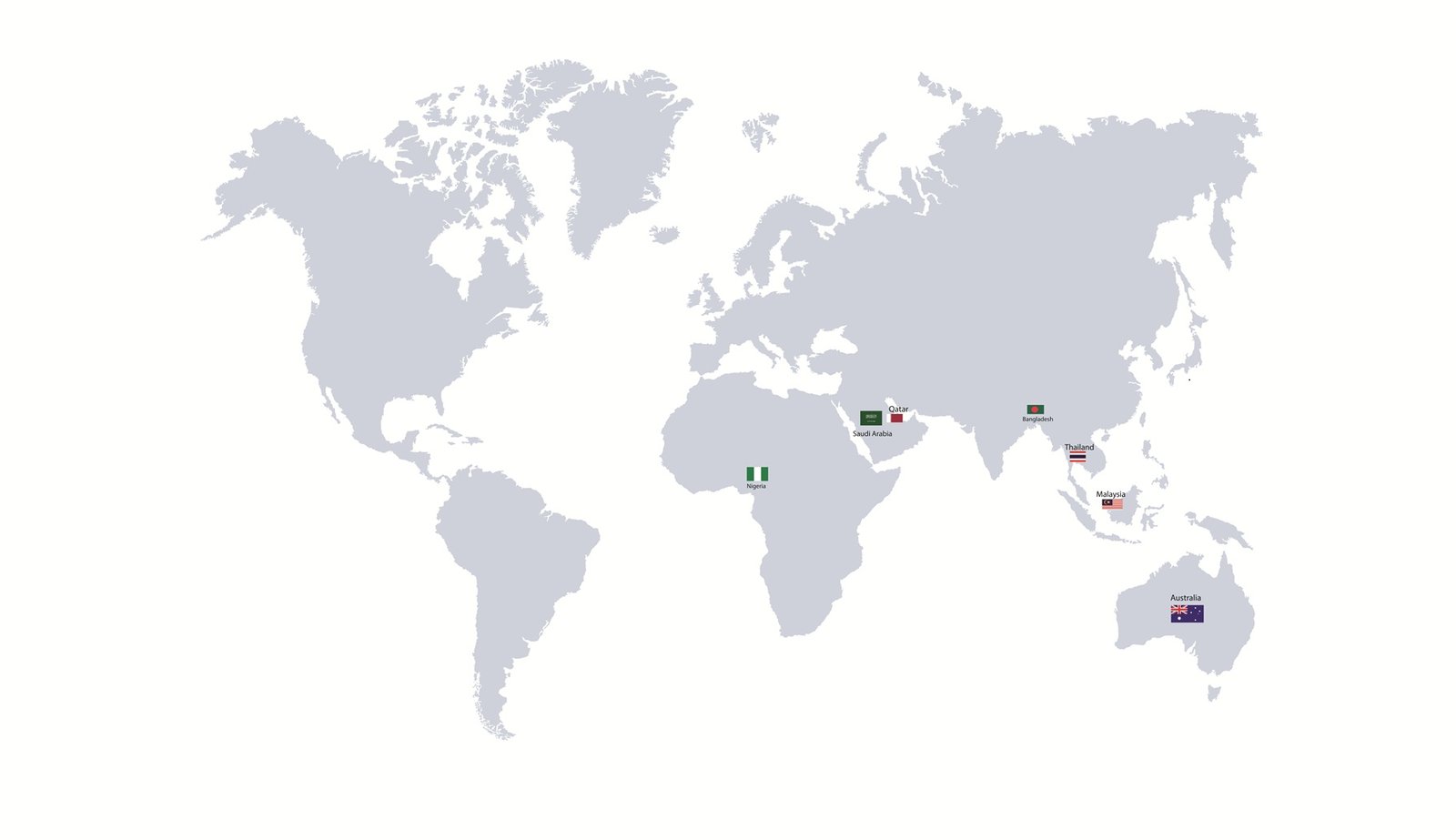
National & Global Presence
Serving diverse industries with solutions that meet both national needs and global standards.
Blogs & Articles
Stay informed with the latest updates, innovations.

A heat exchanger is a mechanical device that transfers heat from one fluid to another without mixing...

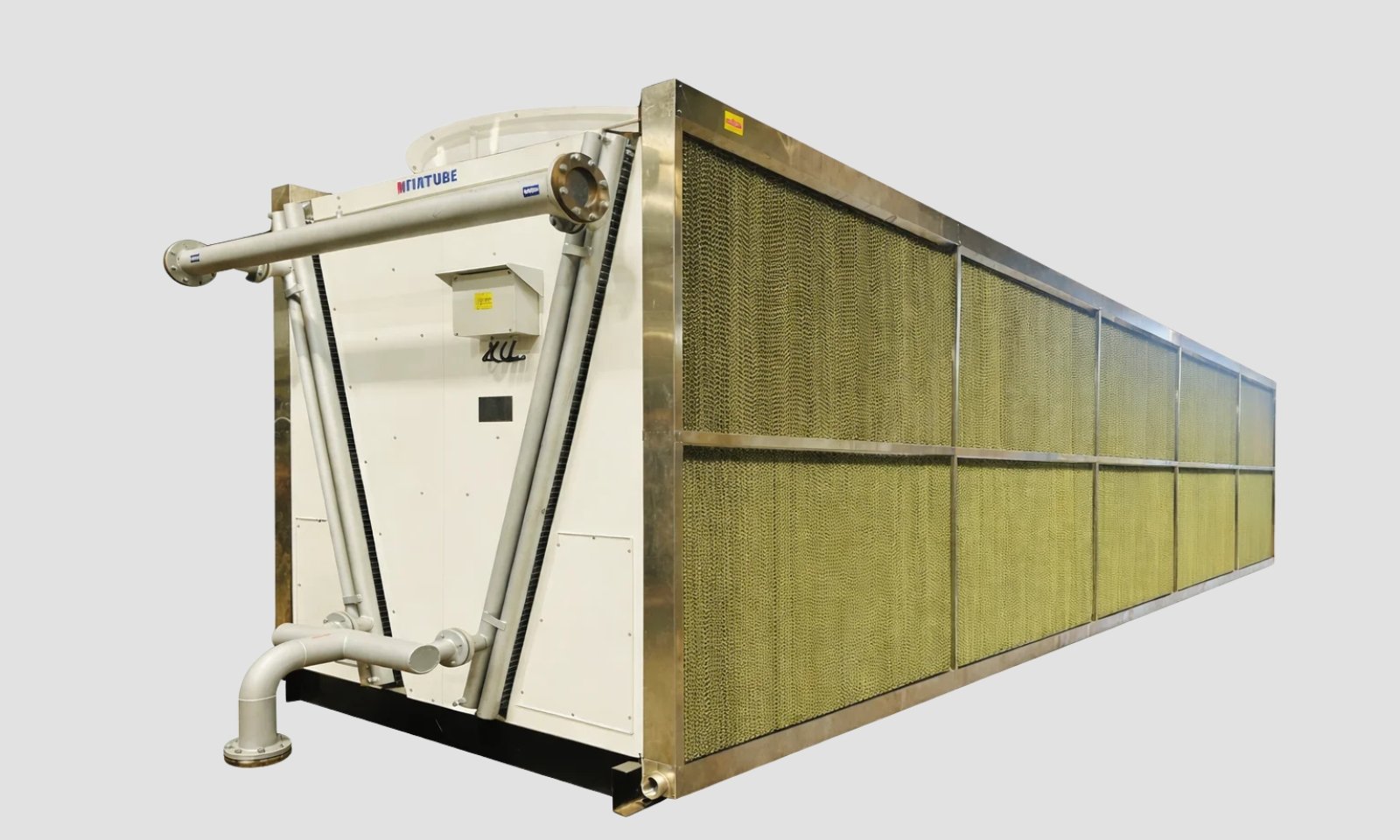
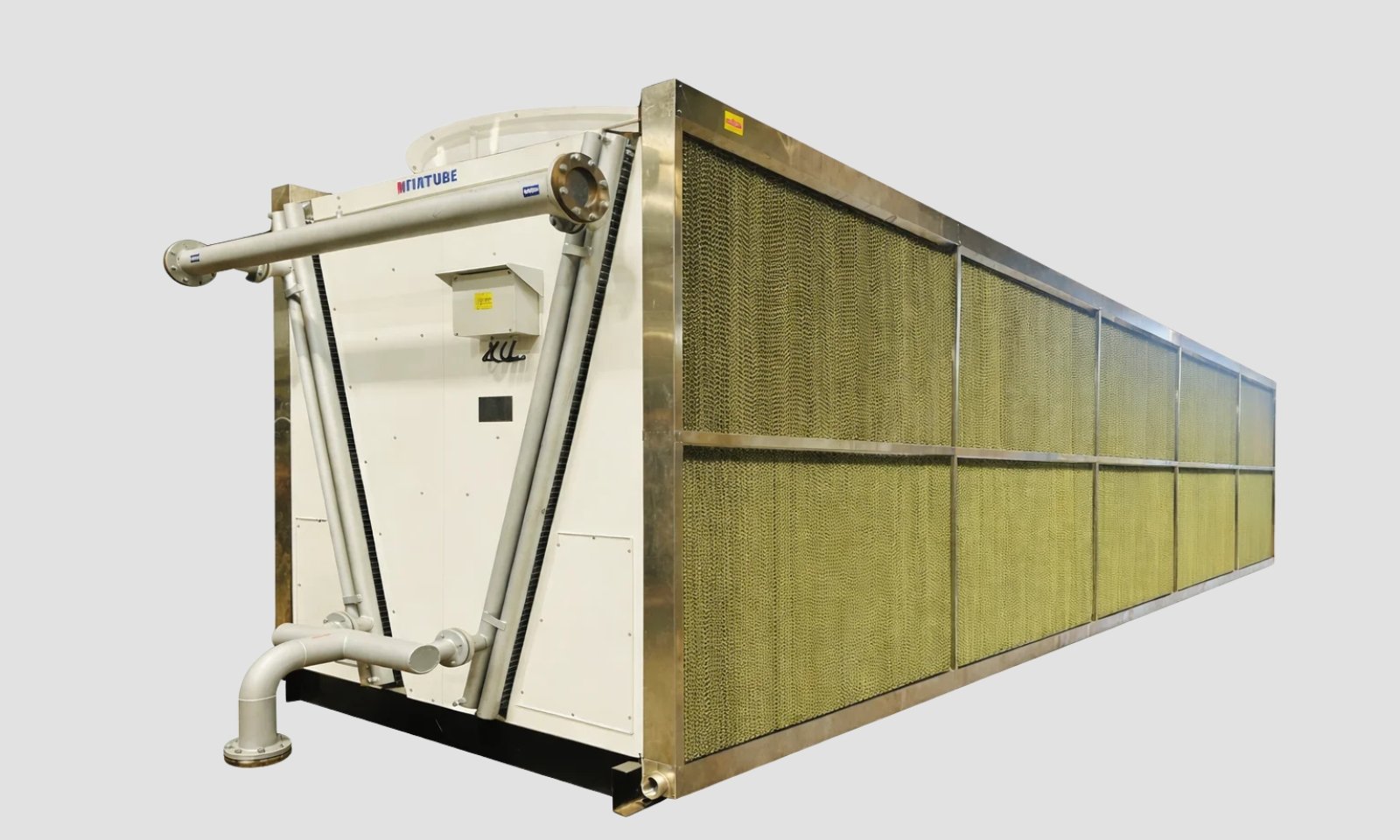
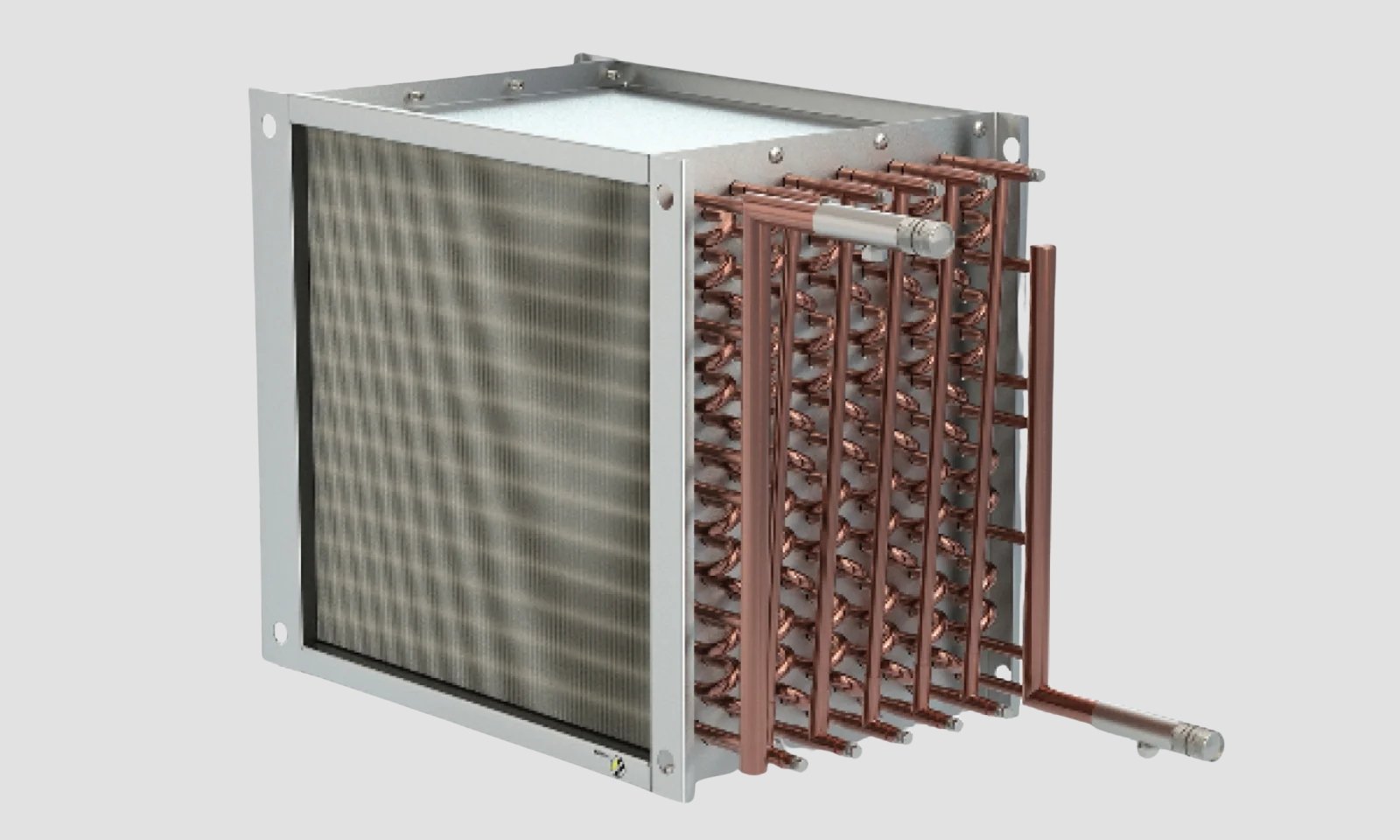
A high performance refrigeration coil in India is a heat exchanger specifically designed to transfer...

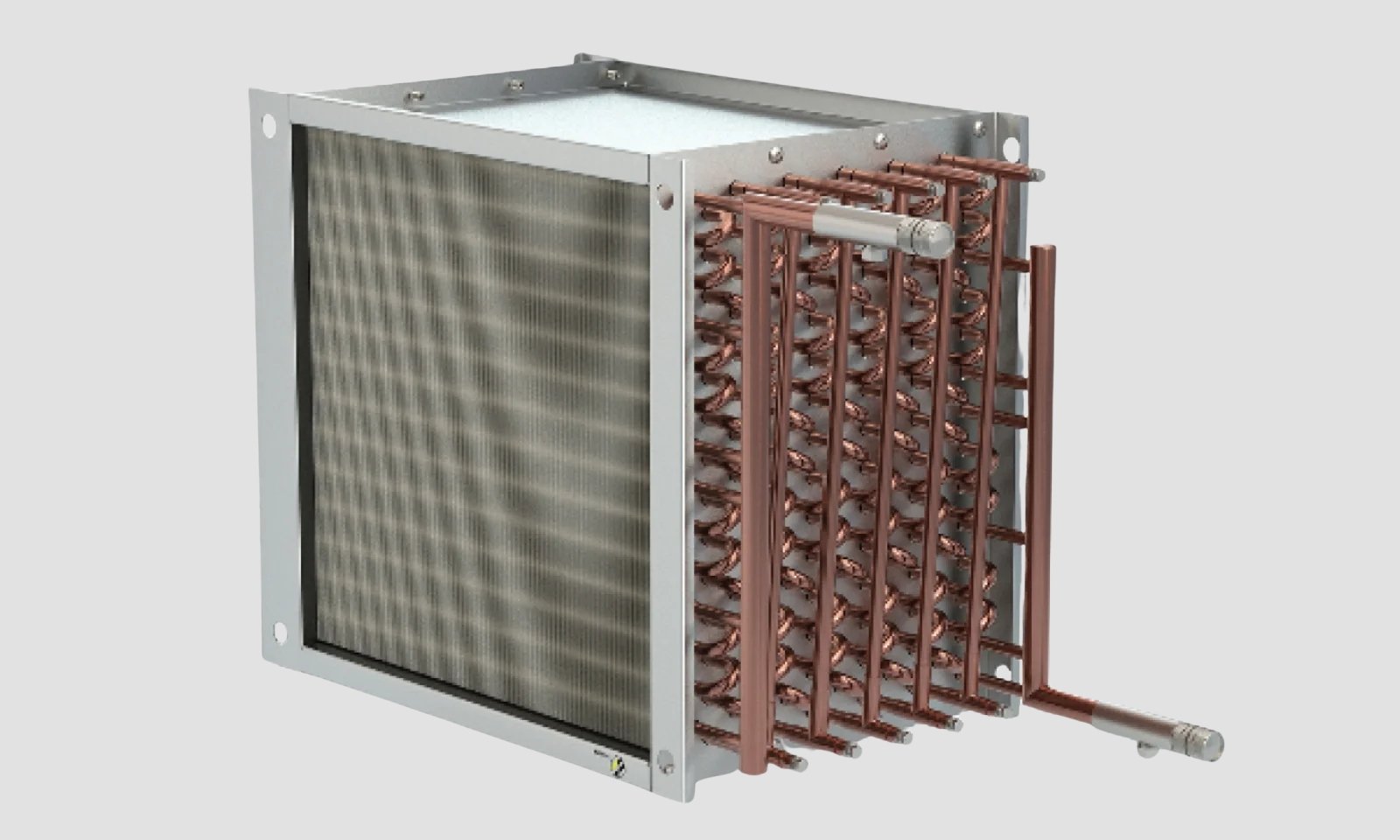
Process refrigeration equipment in India refers to specialized cooling systems designed to remove he...
Our Major Clients
Your Trust is Our Confidence





















